Древние гончары, обжигавшие керамические изделия в горнах, иногда находили на их дне блестящие твердые кусочки с необычными свойствами. С того самого момента, когда они стали задумываться, что это за чудные вещества, как они там появились, а также куда их можно применить с пользой, и родилась металлургия — ремесло и искусство обработки металлов.
А основным инструментом для извлечения из руды новых чрезвычайно полезных материалов стали термоплавильные горны. Конструкции их прошли долгий путь развития: от примитивных одноразовых куполов из глины, разогреваемых дровами до современных электропечей с автоматическим управлением процессом плавления.
Основные виды плавильных печей
В металлоплавильных агрегатах нуждаются не только гиганты черной металлургии, использующие вагранки, домны, мартены и регенераторные конвертеры с выработкой за один цикл в несколько сотен тонн.
Такие величины характерны для выплавки чугуна и стали, на долю которых приходится до 90% промышленного производства всех металлов.
В цветной же металлургии и во вторичной переработке — объемы значительно меньшие. А мировые обороты производства редкоземельных металлов и вообще исчисляются несколькими килограммами в год.
Но потребность в плавке металлопродукции возникает не только при ее массовом производстве. Значительный сектор рынка металлообработки занимает литейное производство, где требуются металлоплавильные агрегаты сравнительно небольшой выработки — от нескольких тонн до десятков килограммов. А для штучного ремесленного и декоративно‑прикладного производства и ювелирного дела находят применение плавильные аппараты с выработкой в несколько килограммов.
Все виды металлоплавильных устройств можно поделить по типу источника энергии для них:
- Термические. Теплоноситель — топочный газ либо сильно разогретый воздух.
- Электрические. Используют различные тепловые действия электрического тока:
- Муфельные. Разогрев помещенных в теплоизолированный корпус материалов спиральным ТЭНом.
- Сопротивления. Нагрев образца прохождением через него тока большой величины.
- Дуговые. Используют высокую температуру электрической дуги.
- Индукционные. Плавление металлического сырья внутренним теплом от действия вихревых токов.
- Потоковые. Экзотические плазменные и электронно‑лучевые аппараты.
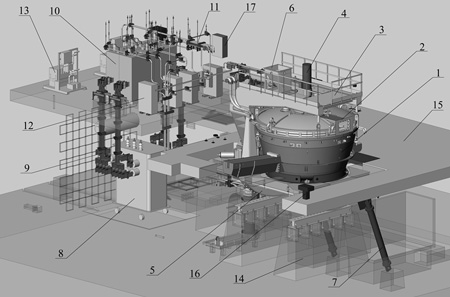
Поточная электронно‑лучевая плавильная печь
Термическая мартеновская печь
Электро-дуговая печь
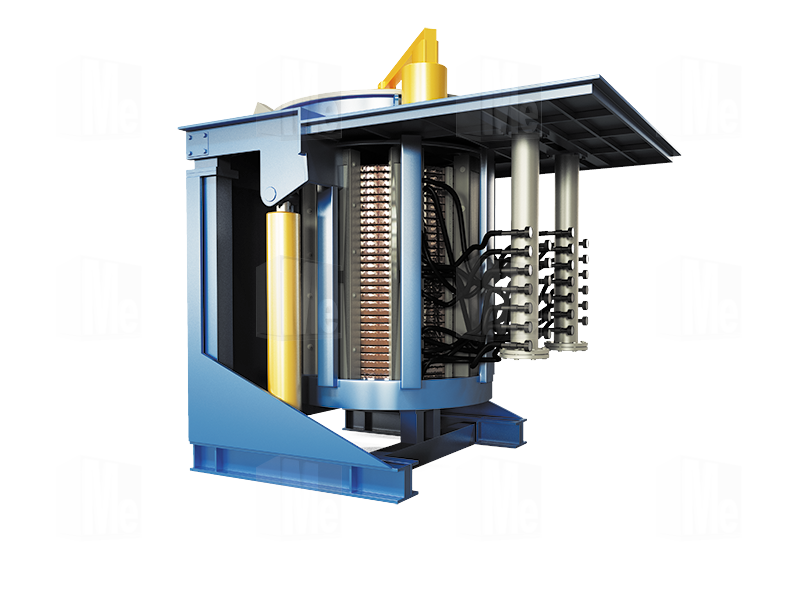
При небольших объемах выработки наиболее целесообразным и экономичным оказывается использование электрических, в особенности, индукционных плавильных печей (ИПП).
Устройство индукционных электропечей
Если говорить кратко, то действие их основана на явлении токов Фуко — вихревых индукционных токов в проводнике. В большинстве случаев инженеры‑электротехники борются с ними, как с вредным явлением.
Например, именно из‑за них сердечники трансформаторов выполняются из стальных пластин или ленты: в сплошном куске металла эти токи могут достигать значительных величин, приводящим к бесполезным потерям энергии на его нагревание.

В индукционно‑плавильной электропечи это явление применяется с пользой. По сути она и представляет собой своеобразный трансформатор, в котором роль короткозамкнутой вторичной обмотки, а в некоторых случаях и сердечника выполняет расплавляемый металлический образец. Именно металлический — нагревать в ней можно только проводящие электричество материалы, диэлектрики же будут оставаться холодными. Роль индуктора — первичной обмотки трансформатора выполняют несколько витков толстой свернутой в катушку медной трубки, по которой циркулирует охлаждающая жидкость.
Кстати, на том же принципе действуют ставшие чрезвычайно популярными кухонные варочные поверхности с индукционным высокочастотным нагревом. Положенный на них кусок льда даже не растает, а поставленная металлическая посуда нагреется почти мгновенно.
Особенности конструкции индукционных термопечей
Существует два основных типа ИПП:
-
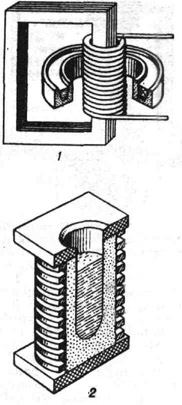
Канальные. Роль вторичного витка высокочастотного трансформатора выполняет кольцевой короткозамкнутый канал с расплавленным металлом. Источником энергии обычно служит переменный ток промышленной частоты, либо 400‑Гц генератор.
Достоинство таких устройств в том, что плавление может выполняться непрерывно с подачей сырья и забором расплавленного материала. Недостаток — сложность начального запуска: требуется предварительное заполнение канала расплавом.Еще одним преимуществом является высокий кпд, так как передача высокочастотного поля производится через имеющий малое рассеяние энергии стальной или ферритовый сердечник.
- Тигельные. Металлическое сырье помещается в термостойкий тигель, находящийся непосредственно внутри рабочей обмотки‑индуктора.
Готовый расплав выливается из тигля, затем в него закладывается следующая порция.
Наиболее эффективным для плавления металлов в этом типе печей оказался диапазон частот от десятков до сотен кГц. Генератор таких частот и является источником энергии для тигельной ИПП.Преимущество такой конструкции — высокая скорость нагрева и плавления, т. к. потери тепла в тигле очень малы.
Для обоих видов металлоплавильных агрегатов нет принципиальных различий в типе рабочего сырья: они с успехом плавят и черные и цветные металлы. Необходимо только выбрать соответствующий рабочий режим и тип тигля.
Параметры выбора
Таким образом, основными критериями выбора того или иного вида термопечи являются объемы и непрерывность производства. Для небольшой литейной мастерской, например, в большинстве случаев подойдет тигельная электропечь, а предприятию по переработке вторсырья — канальная.
Кроме того, в числе основных параметром тигельной термопечи — объем одной плавки, исходя из которого и следует выбирать конкретную модель. Немаловажными характеристиками являются также максимальная рабочая мощность и тип тока: однофазный или трехфазный.
Выбор места для монтажа
Размещение индукционной печи в цехе или мастерской должно обеспечивать свободный подход к ней для безопасного выполнения всех технологический операций в процессе плавки:
- загрузки сырья;
- манипуляций во время рабочего цикла;
- выгрузки готового расплава.
Место установки должно быть обеспечено необходимыми электрическими сетями с требуемым рабочим напряжением и количеством фаз, защитным заземлением с возможностью быстрого аварийного отключения агрегата. Также установку нужно обеспечить подводом воды для охлаждения.
Настольные конструкции небольших габаритов должны тем не менее устанавливаться на прочные и надежные индивидуальные основания, не предназначенные для других операций. Напольным аппаратам также необходимо обеспечить прочный укрепленный фундамент.
В районе выгрузки расплава запрещено располагать пожаро‑ и взрывоопасные материалы. Рядом с местом размещения печи необходимо повесить пожарный щит со средствами тушения.
Инструкция по монтажу
Промышленные термоплавильные агрегаты — устройства с большим энергопотреблением. Их установка и электромонтаж должны проводиться квалифицированными специалистами. Подключение небольших агрегатов с загрузкой до 150 кг может быть выполнено квалифицированным электриком с соблюдением обычных правил монтажа электроустановок.
Например, печь ИПП‑35, мощностью 35 кВт с объемом выработки черных металлов 12 кг, а цветных — до 40 имеет массу 140 кг. Соответственно, установка ее будет заключаться в следующих шагах:
- Выбор подходящего места размещения с прочным основанием для термоплавильного узла и высоковольтного индукционного блока с водяным охлаждением и конденсаторной батареей. Расположение агрегата должно соответствовать всем эксплуатационным требованиям и правилам электро‑ и пожарной безопасности.
- Обеспечение установки линией водоохлаждения. Описываемая электроплавильная печь в комплекте поставки не имеет средств охлаждения, которые нужно приобрести дополнительно. Лучшим решением для нее будет двухконтурная градирня с замкнутым циклом.
- Подключение защитного заземления.
Функционирование любых электроплавильных печей без заземления категорически запрещена. - Подведению отдельной электрической линии с кабелем, сечение которого обеспечивает соответствующую нагрузку. Силовой щит также должен обеспечивать требуемую нагрузку с запасом по мощности
Для маленьких мастерских и домашнего применения выпускаются мини‑печи, например, УПИ‑60‑2, мощностью 2 кВт с объемом тигля 60 см³ для плавления цветных металлов: меди, латуни, бронзы ~ 0,6 кг, серебра ~ 0,9 кг, золота ~ 1,2 кг. Вес самой установки — 11 кг, габариты — 40х25х25 см. Ее монтаж заключается в размещении на металлическом верстаке, подведении проточного водяного охлаждения и включении в розетку.
Технология использования
Перед началом работы с тигельной электропечью следует обязательно проверить состояние тиглей и футеровки — внутренней защитной теплоизоляции. Если она рассчитана на применение двух видов тиглей: керамических и графитовых, необходимо выбрать по инструкции соответствующий загружаемому материалу.
Обычно керамические тигли используются для черных металлов, графитовые — для цветных.
Порядок работы:
- Тигель вставить внутрь индуктора и, загрузив рабочим материалом, накрыть теплоизоляционной крышкой.
- Включить водяное охлаждение. Многие модели электроплавильных агрегатов не запустятся, если нет необходимого давления воды.
- Процесс плавки в тигельной ИПП начинается с ее включения и выхода на рабочий режим. Если есть регулятор мощности, перед включением установить его в минимальное положение.
- Плавно поднять мощность до рабочей, соответствующей загруженному материалу.
- После расплавления металла мощность снизить до четверти от рабочей для поддержания материала в расплавленном состоянии.
- Перед разливом убрать регулятор до минимума.
- По окончании плавки — обесточить установку. Водяное охлаждение отключить после ее остывания.
Все время плавки агрегат должен находиться под наблюдением. Любые манипуляции с тиглями нужно производить с помощью щипцов и в защитных рукавицах. В случае возгорания установку следует немедленно обесточить и сбить пламя брезентом либо затушить любым огнетушителем, кроме кислотного. Заливать же водой категорически запрещено.
Преимущества индукционных печей
- Высокая чистота получаемого расплава. В других типах металлоплавильных термопечей обычно имеется прямой контакт теплоносителя с материалом, и, как следствие, — загрязнение последнего. В ИПП нагрев производится поглощением внутренней структурой проводящих материалов электромагнитного поля индуктора. Поэтому такие печи идеальны для ювелирных производств.
Для термических печей главной проблемой является уменьшение содержания в расплавах черных металлов фосфора и серы, ухудшающих их качество.
- Высокий кпд индукционно‑плавильных устройств, доходящий до 98%.
- Большая скорость плавки благодаря нагреву образца изнутри и, как следствие высокая производительность ИПП, особенно для маленьких рабочих объемов до 200 кг.
Разогревание муфельной электропечи с загрузкой 5 кг происходит в течение нескольких часов, ИПП — не более часа.
- Аппараты с загрузкой до 200 кг просты в размещении, монтаже и эксплуатации.
Главный недостаток электроплавильных устройств, и индукционные не являются исключением, — относительная дороговизна электроэнергии как теплоносителя. Но несмотря на это высокий кпд и хорошая производительность ИПП, в значительной мере окупают их в процессе эксплуатации.
В видео представлена индукционная печь во время работы.

")



