Содержание
В промышленности широко используются разъемные соединения, выполненные с использованием резьбы. Такие соединения называют резьбовыми соединениями.
Резьбовые соединения могут выполняться:
- на резьбе (соединения типа «болт-гайка» или «труба-муфта»);
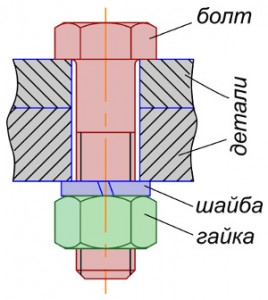
- крепежными изделиями (болтом, шпилькой, винтом).

Эти соединения используются для крепежа деталей, для обеспечения точного передвижения элементов измерительных систем, а также для соединения труб.
Достоинства и недостатки резьбового соединения
Достоинства:
- многократные сборка и разборка узла;
- надежность;
- простота конструкции;
- технологичность.
Недостатки:
- повышенное напряжение во впадинах резьбы;
- низкая стойкость при вибрационных нагрузках (отвинчивание).
Основные параметры
К основным параметрам относятся:
- шаг (расстояние между 2-мя соседними витками резьбы);
- внешний диаметр (диаметр элемента крепежа с учетом выступающего витка резьбы);
- внутренний диаметр;
- величина угла на вершине витков резьбы.
Виды резьбы
Резьбы можно разделить по следующим признакам:
- назначению (крепежная, крепежно-уплотняющая, ходовая или специальная резьба);
- виду профиля (треугольная, трапецеидальная, упорная, прямоугольная или круглая резьба);
- величине шага ;
- направлению (правая и левая);
- системе измерения параметров резьбы (метрическая и дюймовая);
- месту расположения на детали (внутренняя и внешняя);
- виду поверхности;
- числу заходов (одноходовая и многоходовая).

Свойства различных видов резьб
Крепежная резьба используется для соединения деталей. Крепежно-уплотняющая резьба используется для таких соединений, в которых важны не только прочность, но и герметичность соединения. Ходовая резьба используется для обеспечения движения одной детали относительно другой. Резьба специального вида используется в часовых механизмах или в окулярах.
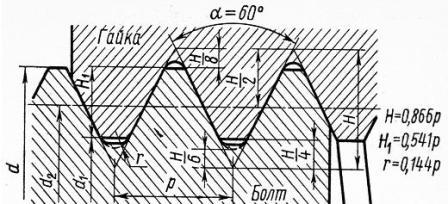
Назначение резьбы обычно влияет и на другие характеристики используемой резьбы. Так для крепежа чаще всего используется треугольная метрическая или дюймовая правая однозаходная резьба. При этом параметры метрической резьбы стандартизированы для различных применений. Профиль треугольной резьбы — равносторонний треугольник, вершина которого срезана. Впадины между нитками резьбы притуплены, что требуется для уменьшения напряжений.
Метрическая резьба может иметь крупный шаг или мелкие шаги. В соответствии со стандартом, например, метрическая резьба М20 может иметь крупный шаг размером 2,5 мм и 5 более мелких шагов размерами от 0,5 до 2 мм. Соединение с мелким шагом используется в тех случаях, когда необходимо соединение тонкостенных деталей, а также для обеспечения торможения.
В некоторых случаях для увеличения прочности соединения используется многозаходная резьба. Такой вариант соединения важен в случаях, когда диаметр винта относительно невелик. При использовании многозаходной резьбы ее шаг, высота и внутренний диаметр будет соответствовать однозаходной резьбе, а ход (то есть, перемещение гайки) будет значительно больше. Необходимо учитывать, что технология нарезания многозаходной резьбы сложна, а, следовательно, и стоимость выполнения такой операции довольно велика.
Профиль крепежной дюймовой резьбы — треугольник с углом в 55°. Все параметры дюймовой резьбы задаются в дюймах. Такая резьба используется в изделиях, разработанных в западных странах, а в России используется только при ремонте импортной техники. Однако крепежно-уплотнительные дюймовые резьбы с углами 55° и 60° стандартизированы и используются в трубопроводах.
Профиль трапецеидальной резьбы — трапеция с углами наклона в 30°, а упорной резьбы — трапеция с углами в 30° и 3°. Оба типа резьбы являются ходовыми и используются для передачи движения. Например, трапецеидальная резьба используется для реверсивной передачи в токарных станках, а упорная – для передачи односторонней нагрузки в домкратах и прессах.
Прямоугольная резьба ограниченно используется в передачах движения. Она имеет большой КПД, но малую прочность. Кроме того, при изготовлении такой резьбы возникают технологические трудности.
Круглая резьба используется для водопроводной арматуры, для механизмов, работающих в агрессивной среде. Профиль такой резьбы образуется дугами и прямыми линиями.
Нарезание резьбы
Такая операция производится следующими способами:
- резцами или резцовыми гребенками;
- накатыванием с помощью круглых нарезных плашек;
- фрезерованием;
- шлифованием;
- плашками и метчиками.
Нарезание резьбы резцами выполняется на станке. Такой метод выполнения резьбы используется при необходимости получения точных ходовых винтов или калибров. Производительность такого метода низка, поэтому он используется редко.
Основным методом получения резьбы в промышленности является метод накатывания. При этом деталь зажимается в суппорте станка и прокатывается между роликами, имеющими профиль резьбы. В результате на стержне выдавливается резьбовой профиль.
При фрезеровании резьбы на станках используется гребенчатая фреза. При этом фреза врезается в тело детали и формирует на ней резьбу. Периодически происходит перемещение фрезы на шаг резьбы.
Для получения точной резьбы на коротких деталях (калибрах, резьбовых роликах) используются шлифовальные круги.
Наиболее распространенным методом нарезания резьбы является использование плашек и метчиков. При этом существуют круглые и раздвижные плашки (клупповые).
При нарезании наружной резьбы на станке плашка устанавливается и крепится в специальном приспособлении. При нарезании внутренней резьбы используется комплект машинных метчиков.
Ручное нарезание резьбы
Часто резьбу необходимо нарезать в домашних условиях.
Для того чтобы произвести нарезание внешней резьбы необходимо проделать следующие операции:
- Зажать в тисках стержень для нарезания резьбы. Диаметр стержня должен быть равен внешнему диаметру выбранной резьбы.
- Подобрать плашку и установить ее в плашкодержатель.
- На конце стержня напильником снять фаску и смазать заготовку маслом.
- Аккуратно надеть плашку на конец заготовки.
- Осторожно без перекосов наворачивать плашку на стержень.
- Прогнать плашку до конца резьбы.
Для получения внутренней резьбы надо:
- По таблице выбрать необходимый для данной резьбы диаметр сверла. При отсутствии таблицы диаметр сверла приближенно можно оценить, если вычесть шаг резьбы из ее диаметра. Например, для метрической резьбы М10 шаг составляет 1,5 мм. В этом случае диаметр требуемого сверла равен 8,5 мм.
- Отметить на заготовке керном углубление, зажать деталь в тиски и с помощью дрели просверлить отверстие под резьбу. Дрель должна обязательно находиться под углом в 90° к поверхности детали. Для учета конусности метчика глухое отверстие должно иметь некоторый запас по глубине.
- Установить в патрон дрели зенковку и сделать фаску глубиной не менее 1 мм. Перекос фаски недопустим.
- Вставить хвостовик метчика под номером 1 (отмечен 1-й риской) в вороток и смазать рабочую часть метчика маслом.
- Вращать вороток с метчиком. Для уменьшения нагрузки на инструмент и сброса стружки на каждые 2 оборота вперед делать по одному обороту назад.
- После прогона резьбы метчиком № 1 повторить операцию метчиком № 2, который отмечен двумя рисками и чистовым метчиком № 3 (с тремя рисками).

1 — Метчики. 2 — Плашки. 3 — Воротки
Рекомендации по нарезанию резьбы
При нарезании резьбы желательно выполнять следующие рекомендации:
- При нарезании внешней резьбы на стержне необходимо обязательно снять фаску, установить плашку без перекосов, смазать заготовку маслом.
- В случае перекоса стержня отрезать испорченный кусок металла и начать нарезание резьбы сначала.
- При нарезании внутренней резьбы отверстие должно быть просверлено перпендикулярным плоскости детали, должна быть выбрана фаска, а черновой метчик смазан маслом.
- При выборе метчиков отдавать предпочтение метчикам из быстрорежущей стали, так как метчики из углеродистой стали могут сломаться.
- Не рекомендуется также при нарезании внутренней резьбы использовать механизацию, так как это также может привести к поломке метчика из-за трудностей при выборе усилия и угла нажима.
- В случае поломки метчика для его извлечения необходимо использовать специальный экстрактор или попытаться обточить торчащий обломок метчика и вывернуть его плоскогубцами. Возможный вариант извлечения – использование азотной кислоты для удаления режущих кромок метчика.

")



