Содержание
Предназначенный для сверлильного станка патрон представляет собой небольшую по размерам деталь, выполненную из высокопрочной цементированной стали, основное предназначение которой заключается в обеспечении крепежа сверла на оси передней бабки станка (шпинделя). Сверлильный патрон необходим не только для надёжного соединения наконечника станка, но и облегчения процесса смены насадок.
Согласно действующему нормативному документу ГОСТ 15935-88 твёрдость комплектующих патрона является строго оговорённой величиной: так, для корпуса значение по Роквеллу составляет 51 HRC, а для кулачков – 54 HRC. Несмотря на то, что в упомянутом документе стоит обозначение «HRCэ», указанные значения являются верными, так как обе аббревиатуры стали равнозначными (в ближайшее время буква «э» будет исключена из обозначения).
Указанные значения указывают способность того или иного образца металла (или сплава) сопротивляться вдавливанию специального алмазного тестового конуса впрямую в поверхность (заменителем конуса может выступать металлический шарик). Максимальное значение по шкале «С» составляет 100 единиц.

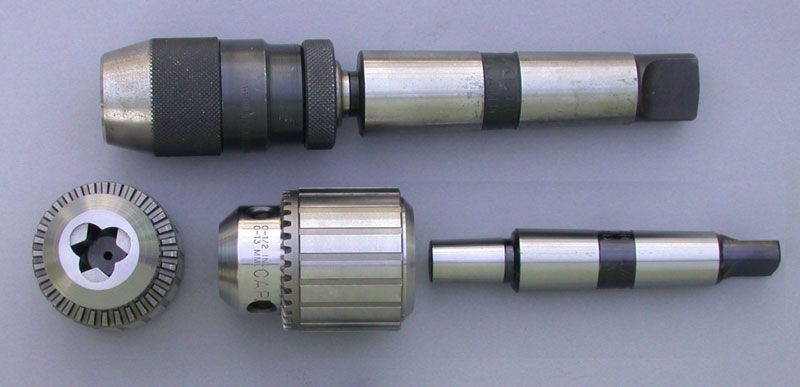
Патрон является своеобразным посредником между конусом Морзе – элементом, крепящимся непосредственно на шпинделе, и сверлом, осуществляющим обработку заготовки. В некоторых случаях патрон может быть снабжён конусообразным хвостовиком, который обеспечивает лучшую связь между ним и конусом за счёт идеальной посадки (так как все размеры являются стандартизированными, подобрать требуемую деталь не составит труда). Вдобавок к этому конус берёт на себя часть нагрузки, передаваемой от вращения вала, потому разрушительное воздействие, оказываемое непосредственно на патрон, значительно снижается.
Виды сверлильных патронов
На сегодняшний день существует несколько классификаций, которые делят существующие сверлильные патроны на группы: в первой основным признаком деления выступает способ смены насадок, во второй – способ крепежа патрона на станке, в третьей – класс точности. Конечно, иностранные компании-производители предлагают свои собственные способы деления данных деталей, однако перечисленные являются универсальными и позволяют подобрать необходимый под конкретные задачи патрон без каких-либо проблем.
Классификация патронов по способу смены насадок
Согласно первой классификации выделяются следующие группы:
- Ключевые патроны, которые имеют в своей задней части хвостовик и позволяют устанавливать на себя сменные насадки через использование специальных ключей. Подобные патроны устанавливаются на современных ручных дрелях;
- Цанговые патроны требуют закрепления свёрл с помощью переходных цанг, которые представляют собой вытянутые стальные переходники двух диаметров. Используется такой тип патронов для обеспечения крепежа инструмента малого диаметра (до 40 мм), снабжённого хвостовиком. Обычно поставляются в комплекте с конусом Морзе и переходными цангами;
- Быстрозажимные патроны отличаются тем, что позволяют оператору сменить насадку на инструменте без использования каких-либо ключей (отсюда и название). Данная группа дополнительно подразделяется на две других.
- Крепёж быстросменных патронов осуществляется через их фиксацию с помощью конического хвостовика. Вдобавок подобные детали всегда снабжены особой сменной втулкой для насадных свёрл;
- Прецизионные патроны отличаются от описанных выше тем, что созданы для работы на соответствующих сверлильных станках, обеспечивают сокращения радиального биения до значения в 0.6 мм (а современные модели могут похвастать ещё меньшим значением – в 0.04 мм).

Классификация патронов способ крепежа патрона
По способу крепежа патрона на станке деление очень простое:
- Установка может осуществляться при помощи хвостовика и конуса Морзе, которые буквально надеваются друг на друга, осуществляя сцепку. В некоторых случаях в них могут быть проделаны соответствующие друг другу резьбовые отверстия для обеспечения хорошего качества крепежа;
- Также крепёж может быть основан на резьбовом сцеплении со станком.
Операторы некоторых предприятий могут самостоятельно изменить заводскую деталь следующим образом: на внешней части конуса Морзе нарезается резьба, которая должна соответствовать по размерам хвостовику, плюс, дополнительно накладывается гайка, дабы было возможно убрать зажимающий инструмент при помощи обычного сменного ключа. Подобные операции в обязательном порядке согласовываются с вышестоящим руководством.
Классификация патронов по классу точности
По классу точности представленные на рынке сверлильные патроны разделяются на две группы: существуют изделия I класса и II. Перед выпуском в продажу осуществляется оценка класса при помощи замера радиального биения, оказываемого на контрольной оправке, что находится в закреплённом состоянии в зажимных элементах патрона. Патроны второго класса допускают чуть большее отклонение, нежели изделия первого (например, для оправки с диаметром в 2-4 мм и длиной в 40-50 мм значения радиального биения для первого и второго класса соответственно составляют 0.05 мм и 0.1 мм).
Кстати, тесты над контрольной оправкой проводятся трижды, а за результат принимают среднее арифметическое получившихся значений отклонения (это необходимо для разносторонней проверки работы детали). В случае, если результаты являются пограничными, проводится ещё один комплекс тестов, при оставшихся «плавающих» значениях детали присваивается худший класс.
Полностью ознакомиться с допускными значениями классов можно в нормативном документе ГОСТ 15935-88.
Следует отметить, что ранее абсолютно все патроны, использовавшие на сверлильных станках, были зажимными, однако сейчас в промышленности всё большую популярность обретают самозажимные патроны, которые подтягиваются за счёт вращения шпинделя. Зажимные патроны постепенно отходят на второй план и используются активно только в быту в обычных ручных дрелях. Кстати, использование самозажимных патронов в непромышленных масштабах специалистами не рекомендуется.
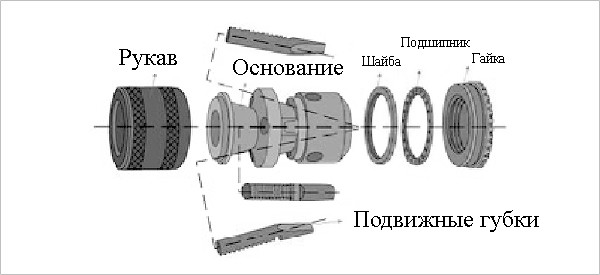
Разборка патрона
Как и любой инструмент, для продолжения своей нормальной работы патрон может потребовать чистку, для чего его будет необходимо разобрать. Разборка может осуществляться несколькими способами.
Если патрон не представляет собой монолитную деталь, состоящую из цельного куска какого-либо металла или сплава, то разбор можно осуществить с помощью ударного способа через постукивание молотка по его задней стороне (внешнее кольцо в этом случае съезжает с внутреннего зубчатого венца, что позволяет после полностью разобрать деталь).
Термический способ подразумевает поэтапный процесс разборки.
- 1. в обязательном порядке необходимо убрать внутрь сдерживающие кулачки (так, чтобы они были вровень с поверхностью самого патрона),
- 2. после чего установить патрон вращающимся кольцом в тиски
- 3. затем следует нагреть строительным феном (или какой-нибудь горелкой) до 250о зажатое кольцо, предварительно внутрь аккуратно поместив холодный влажный бинт (или марлю).
- 4. после того, как кольцо хорошо прогрелось, основание патрона необходимо выбить (само кольцо так и останется в тисках) в сторону кулачков.
Следует обратить внимание на толщину металла, дабы при ударе не произошла деформация детали.
Обратная сборка патрона должна производиться также под нагревом. Использование смоченной в холодной воде ткани обязательно, так как она способствует охлаждению детали изнутри; если нагрев производится слишком долго, следует обеспечить подвод воды извне.
Требования, предъявляемые к сверлильным патронам
Несмотря на то, что данная деталь представляет собой относительно простую конструкцию, список требований, предъявляемых к ней, достаточно обширен. Патрон должен соответствовать всем пунктам, указанным в нормативных документах ГОСТ 15935-88, ГОСТ 9953-82 и ГОСТ 15593-70 (основные параметры уже были перечислены выше). При этом каждая заводская деталь в обязательном порядке должна иметь маркировку, которая должна содержать:
- Чётко различимый знак компании-производителя;
- Типоразмер детали;
- Диапазон зажима сверла;
- Условное обозначение патрона.
Например: условные обозначения в Российской Федерации являются стандартизированными величинами, потому на рынке достаточно легко найти требуемую деталь. Так, обозначение ПСК 3-16 говорит покупателю о диаметре в мм сверла, обозначение В16 – о диаметре соединительного отверстия конуса в мм. Таким же способом подписываются значения диаметров других инструментов.





