Содержание
- 1 Необходимость обозначений
- 2 Виды сварочных швов
- 3 Изображение сварных соединений на чертежах
- 4 Документация для свариваемых конструкций
- 5 Варианты наружной поверхности швов
- 6 Виды снятия кромок
- 7 Вспомогательные знаки
- 8 Вспомогательные знаки
- 9 Типы сварочных соединений и условные обозначения
- 10 Обозначение одинаковых швов
- 11 Расшифровка технической аббревиатуры
- 12 Применяемые вспомогательные знаки
- 13 Условные обозначения на чертеже
- 14 Условное изображение сварных швов на чертежах согласно ГОСТ 2.312-72 «Условные изображения и обозначения швов сварных соединений»
- 15 Примеры обозначения сварных швов.
- 16 Правила нанесения знаков и специфика их расшифровки
- 17 Нестандартные случаи
- 18 Расположение символов
- 19 Дополнительные данные
- 20 Требования к маркировке
- 21 Примеры обозначения швов
Необходимость обозначений
Для точного и единообразного чтения чертежей графические символы и текстовые описания должны соответствовать ЕСКД и ГОСТ.
Необходимость обозначений вызвана потребностью в краткой форме донести исполнителю максимальное количество информации, позволяющей сразу приступить к работе.
В описании указываются следующие характеристики:
- тип материала деталей, образующих сварной шов;
- размеры с допусками;
- используемые технологии;
- величина и форма наплавки;
- прочностные свойства и требования к герметичности;
- условия технологических процессов и очередность выполнения.
Варианты обозначений.
Качество сварного соединения проверяется сравнением фактических характеристик с заявленными в технической документации.
Это приводит к необходимости стандартизации обозначений на чертежах для предупреждения разночтений.
Обозначения способа сварки
Максимально часто используемые это:


Изображение сварочных швов
Необходимо знать, как на чертеже конструкторами и технологами обозначается сварное соединение. Если не учитывать способ сварки, на чертеже используют два варианта линий, обозначающих швы.
Виды сварочных швов
Они описаны в ЕСКД – Единой Системе Конструкторской Документации, своде стандартов, определяющих нормы составления чертежей. Наиболее актуальными для стыков являются следующие ГОСТы:
- 2.312-72 – включает в себя используемые пиктограммы или другие рисунки, условно показывающие определенный параметр;
- 5264-80 – описывает варианты, подходящие для ручных дуговых методов;
- 14771-76 – регламентирует правила для случаев работы в защитной газовой среде.
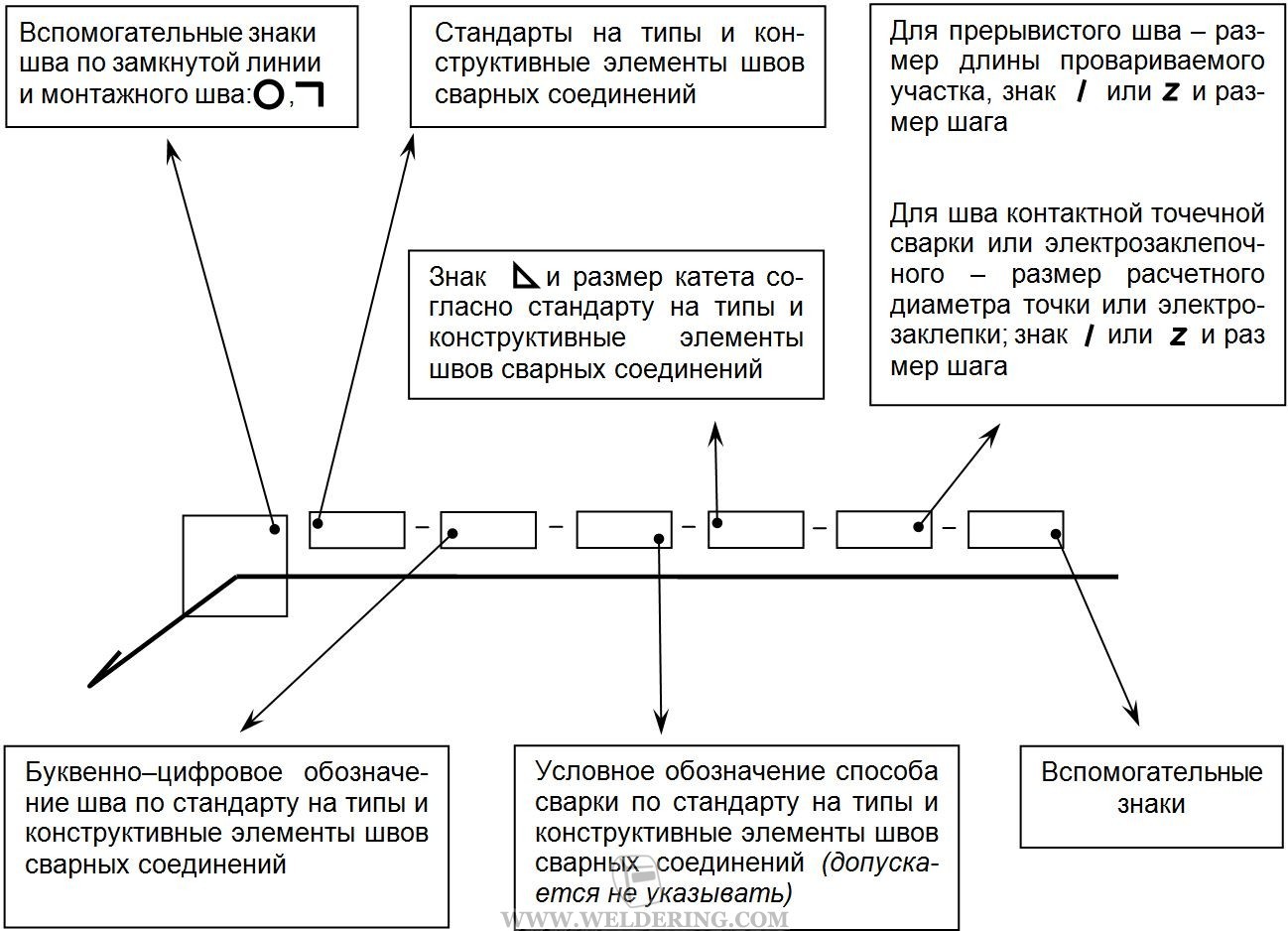
В соответствии с ними образуется артикул такого вида:
Да, на первый взгляд, он кажется громоздким, но только если не знать, как его читать. Для удобства его нужно визуально разбить на блоки – следующим образом: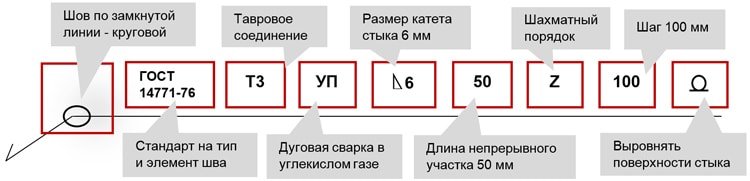
Обратите внимание, у каждого из получившихся 9 квадратов своя роль, объясняющая, какими параметрами обладает сварной шов, обозначения говорят вот о чем (по частям):
- вспомогательные изображения, показывающие характер стыка (монтажный или замкнутая линия);
- ГОСТ, согласно которому сделано соединение;
- тип исполнения и характерные имеющихся конструктивных элементов;
- способ высокотемпературного воздействия;
- размеры составляющих деталей;
- длина непрерывного участка (как одна из ключевых характеристик);
- другие параметры;
- пиктограмма, описывающая специфические особенности.
В обычной ситуации маркировка расположена над полкой, но она также может размещаться под нею, если стык невидимый, то есть сделан с изнанки. Наиболее важные из блоков заслуживают более подробного рассмотрения.
Изображение сварных соединений на чертежах
Есть четкие межгосударственные стандарты, актуальные для всех сфер промышленности. Согласно им, видимые швы в документации выполняются сплошными линиями, тогда как скрытые – штриховкой. К каждому из них подводится стрелка (односторонняя) с полкой, на которой указан артикул. Последний содержит информацию о типе конструкции, способе температурного воздействия, размере элементов и иные характеристики, которые мы поблочно рассмотрим ниже. Какие-либо отступления от принятых норм (а также упрощения или изменения) запрещены, за исключением четырех случаев:
- проект типовой, и содержит таблицу, в которой указаны все особенности;
- детали одинаково отображаются как с лицевой, так и с обратной стороны – тогда выноску можно не делать;
- есть запись в технических требованиях, объясняющая специфику проведения работ в определенных точках (местах);
- изделие будет симметричным – тогда допускается указывать обозначения лишь для одной части.
Документация для свариваемых конструкций
Особой разновидностью моделей сборок являются сварные конструкции, процесс создания которых состоит из «разделки», «сварки», «обработки» и «моделирования». Для любого из состояний конкретные виды можно создать на чертеже:
- виды состояния сборки позволяют увидеть, как выглядит модель без сварочных соединений или заданной к ним разделки;
- виды подготовки представляют модель с уже заданной разделкой соединительных швов;
- виды сварки показывают будущую модель со сварными стыками;
- виды обработки определяют модель с подготовкой соединений, с уже готовыми стыками и обработкой после сварочных работ.
При оформлении чертежей только состояние сборки может применяться. Когда же конструкция переходит в какое-либо из других состояний, то должно осуществляться соответствующее сообщение об этом.
Варианты наружной поверхности швов
От ее формы напрямую зависят физико-механические свойства соединения и даже расход электродов. В ряде случаев может потребоваться ее шлифовка и выравнивание абразивом, а это тоже дополнительные траты.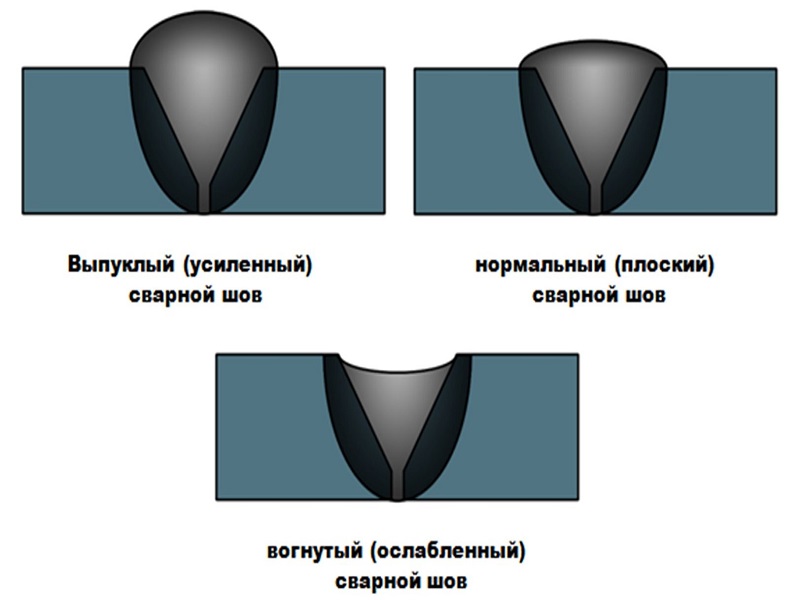
Итак, типы следующие:
- нормальные – экономичные в реализации, хорошо переносят даже сильные нагрузки (если те постоянные);
- вогнутые – также обходятся сравнительно недорого, актуальны при динамических воздействиях;
- выпуклые – требуют большого количества наплавки, поэтому не считаются дешевыми.
Виды снятия кромок
Выполнять их допустимо как снаружи, так и с изнанки, под какими угодно углами – исходя из толщины металла. Они могут быть:
- перпендикулярные – под 90 0, заготовки должны быть до 3 мм, при условии, что высокотемпературная обработка односторонняя, до 8 мм – двусторонняя, от 4 до 8 мм, это стальные листы.
- остроугольные – под 45–60 0, для деталей со стенками не уже 20 мм;
- X-образные – с двойным скосом, актуальны для 12–40-миллиметровых предметов;
- V-формы – выполняются только на одном торце, подходят для плоских объектов в 4–26 мм.
Для обеспечения должного уровня прочности следует оставлять между кромками расстояние в 4 мм.
Вспомогательные знаки
Без них маркировка сварных швов может оказаться недостаточно информативной – они дополняют картину, вносят важные пояснения. С их помощью конструкторы говорят о необходимости:
- снять появившуюся выпуклость;
- оставить линию стыка незамкнутой;
- реализовать плавный переход к основной поверхности – путем обработки имеющихся неровностей;
- закольцевать контур;
- обеспечить монтаж деталей и только после него приступать к наплавке;
- выполнить соединение в шахматном порядке или сделать его прерывистым или точечным, с цепным расположением.
При этом важно использовать только разрешенные ГОСТами пиктограммы – тогда все уточнения будут максимально понятными.
Вспомогательные знаки
Помимо стрелок и букв могут использоваться вспомогательные знаки для обозначения сварных швов. Ниже вы можете видеть стандартную структуру условного обозначения, его «скелет», на котором затем должны появиться «мышцы» в виде букв или иных знаков.
К вспомогательным знакам относятся буквенно-числовые комбинации, которые содержат в себе информацию о типе шва и виде соединения. Звучит довольно запутанно, но вот небольшой пример: у нас есть обозначение С1 и оно обозначает «стыковой шов односторонний». С — буква, обозначающая тип шва, а 1 — цифра, указывающая на строну сварки. Двусторонняя сварка обозначается цифрой 2.
Ниже вы можете видеть условные обозначения швов и соединений для некоторых способов сварки.
Также свое условное обозначение есть и у способов сварки. Они тоже маркируются буквой, это указывается в нормативных документах. Опираясь на нормативы как раз и выполняется указанный на сборочном чертеже процесс сварки.
Ниже вы можете видеть основные способы сварки и их обозначение:
- Автоматическая сварка под флюсом, без использования флюсовых подушек и подкладок во время работы (обозначается буквой «А»).
- Автоматическая сварка под флюсом с применением флюсовой подушки («Аф»).
- Сварка в среде защитного газа с использованием вольфрамовых стержней и без проволоки («ИН»).
- Сварка в среде защитного газа с использованием вольфрамовых стержней и с использованием проволоки (ИНп).
- Сварка в среде защитного газа с использованием плавящихся стержней («ИП»).
- Сварка плавящимися стержнями в среде углекислого газа («УП»).
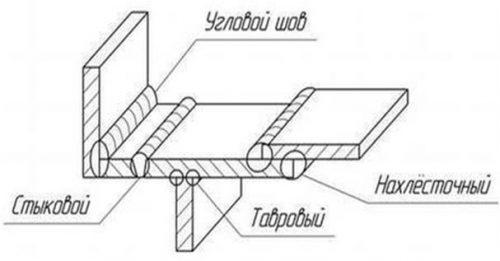
Типы сварочных соединений и условные обозначения
Для качественного соединения отдельных элементов при создании металлоконструкций необходимо иметь подробное описание каждого стыка. Для этого выполняется состоящая из чертежей конструкторская документация, в которой все условные обозначения сварных швов должны соответствовать ГОСТам.
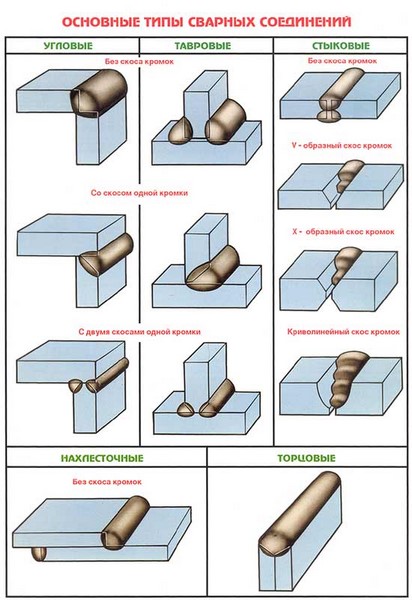
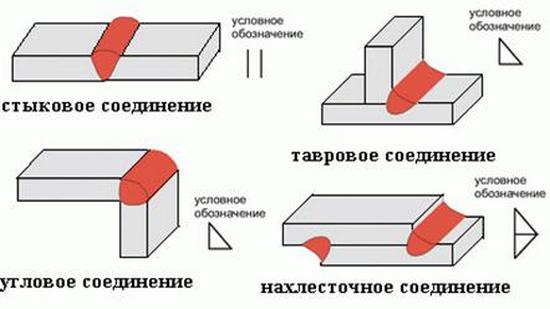
В зависимости от способов стыковки свариваемых друг с другом элементов различают несколько видов соединений. Наименования, особенности и обозначение сварочных швов на чертежах можно посмотреть в таблице ниже.
| Типы швов | Характеристики | Сварочный шов на чертеже |
| Стыковой | Расположенные в одной плоскости детали свариваются по прилегающим торцам. Чтобы стыки получались ровными и прочными необходимо перед соединением обработать стыковые кромки | С |
| Угловой | Детали соединяются по наклоненным один к другому торцам, угол между которыми должен составлять более 30° | У |
| Торцевой | Соединяются торцы элементов таким образом, чтобы между собой соприкасались боковые поверхности | С |
| Нахлесточный | Одна на другую накладываются плоскости элементов. Используются в случаях, когда точность подгонки не является критичной | Н |
| Тавровый | К поверхности конструкции под углом или вертикально приваривается торец детали | Т |
Существуют также не предусмотренные ГОСТом особые виды швов, которые на схемах обозначаются символом «О».
По расположению
- Односторонние (SS) если предстоит сваривание деталей только с одной стороны
- Двусторонние (BS) для того, чтобы сделать именно такой тип соединения, необходимо перемещать сварочный аппарат поочередно с верхней части рабочей поверхности к внутренней. При этом внутри сечения будет находиться корень стыкового шва.


По способу выполнения (протяженности сварки)
- точечными;
- сплошными;
- прерывистыми (предусматривается определенный и постоянный интервал между касанием сварки
Обозначение прерывистого (не сплошного) сварного шва на чертеже — это сплошная линия (если это видимые стыки) а если они не видимы, то линия будет штриховая.
Данный вид шва в свою очередь делится на три подвида: точечный, цепной и шахматный


По форме разделки кромок
- Без разделки
Для того чтобы сварка методом плавления производилась на оптимальной глубине и максимально качественно, для этого необходимо разделить кромки. Это возможно сделать несколькими способами: - Односторонняя разделка
- 2х сторонняя разделка
Обозначение одинаковых швов
Швы считаются одинаковыми, если одинаковы их типы и размеры конструктивных элементов в поперечном сечении; к ним предъявляют одни и те же требования.


Если же вы новичок в вопросе сварочных работ, то на нашем сайте mrmetall.ru сможете узнать подробнейшую информацию о том, например, что такое сварка и как правильно ее сделать в обычных, домашних условиях, не прибегая к помощи профессиональных сварщиков (как правило услуги, которых довольно дорогостоящие).
Ведь как известно хочешь сделать хорошо-сделай сам. Вы узнаете что такое Сварка tig и ее особенности.
Расшифровка технической аббревиатуры
Изучение обозначения сварного шва на чертеже можно выполнить двумя способами:
- начать с азов — чтения специальной литературы, в том числе ГОСТов (аналог — изучение букв по Азбуке);
- пойти от обратного, то есть начать с рассмотрения примеров как обозначается сварка на чертежах, с постепенным углублением своих знаний.
Примеры
Маркировка сварочного стыка регламентируется ЕСКД. В нее входит:
- ГОСТ 2.312-72.
- ГОСТ 5264-80.
- ГОСТ 14771-76.
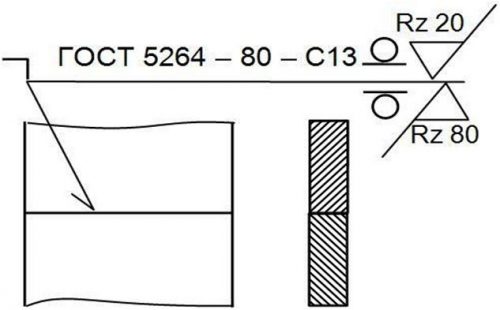
Пример 1.

стыковку производить при подгонке полуфабриката на месте монтажа;- ГОСТ 5264-80 — регламентирующий документ; обозначает, что соединение осуществлено посредством электродуговой сварки;
- С 13 — стык с изогнутой фаской на одном скосе;

произведено снятие усилия (термического внутреннего напряжения) с двух сторон;- лицевая сторона отшлифована до чистоты поверхности Rz20; обратная сторона — до Rz80.
По ГОСТ, сварной стык обозначается в технической документации выносной стрелкой:
Расположение надписи сверху стрелки, ниже ее или с обеих сторон показывает на расположение соединения:
- с лицевой части детали;
- с обратной (невидимый стык);
- двусторонняя обработка.
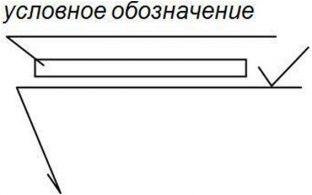
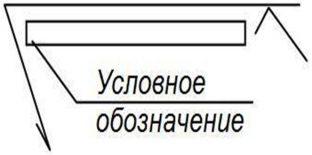
Надпись и стрелка обозначают обратную (закрытую) или лицевую часть, соответственно.
Пример 2.
Стыковка с тыльной стороны
- Выполнен с одной стороны, с загибом края, разомкнутый контур, по нормативам ГОСТ 5264-80, электродуговая сварка.
Пример 3.
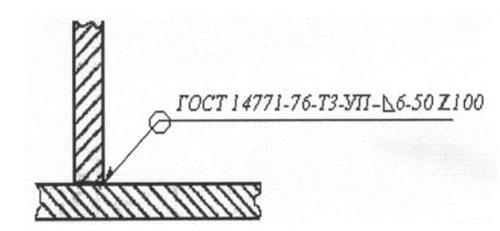
Сварной стык под наклоном
- — соединение произведено по сплошной линии в виде кольца;
- ГОСТ 17771-76 — сварка в облаке газов;
- Т3 — тавровый стык с обработкой каждой из сторон; разделка кромок отсутствует;
- УП — газообразная окись углерода, расплавляемый электрод;
- 6 — величина катета сварочного стыка 6мм;
- Периодическое исполнение с проваренным сплошным участком 50мм в шахматном порядке (Z), шаг 100мм.
Маркировочные знаки условно чертят над (под) полочкой выносной стрелки:
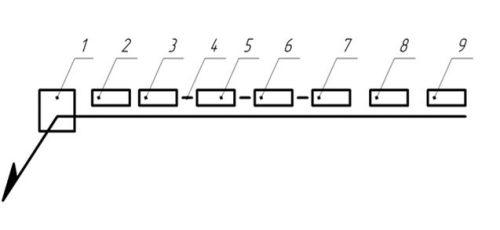
- поз. 1 — (

,
,
) дополнительное обозначение монтажных условий, замкнутость шва; - поз.2 — ГОСТ, норматив на вид, конструкцию части элемента стыка;
- поз.3 — маркировка буквами и цифрами по регламентирующей документации;
- поз.4 — дефис;
- поз.5 — варианты сварных связок (ручная электродуговая — Р, на автоматическом оборудовании — А, механическая с применением флюса — П, в среде инертных газов — П3, электрошлаковая — Ш ) могут не указываться;
- поз.6 — , размеры катета в мм;
- поз.7 — величина прерывистого соединения в мм;
- поз.8 — дополнительные знаки, кроме
,
,- поз.9 — показатель чистоты поверхности шва по Rz при его механической обработке.
Применяемые вспомогательные знаки
— применяется при требовании о выравнивания поверхности стыка;
— обеспечить сглаженный переход на основную поверхность посредством механической шлифовки подтеков металла и неровностей;

— неразъемное соединение выполняется по разомкнутому контуру;
, — стык выполнен в виде замкнутого сплошного контура;
— сварочную операцию произвести при подгонке детали по месту;

— прерывистое соединение с периодическим типом месторасположения сварочной ванны;

— разрывной стык, шахматное расположение сварной ванны.
Обозначение сварки (выдержки из нормативной документации) по отличающимся способам операций (ручной электродуговой, аргоновой) сведены в таблицу:
Способы выполнения сварочного шва отражены в ГОСТ:
- А — стыковка посредством автоматики с флюсом при отсутствии подкладки, подушки, без предварительного шва;
- Аф — сварка на автомате с использованием флюса и подущки на его основе;
- ИН — стыковка осуществляется посредством тугоплавкого электрода из вольфрамового сплава в облаке газов без добавления дополнительного материала;
- ИНп — стыковка производится электродом из вольфрама в облаке инертных газов с добавлением добавочного материала;
- ИП — применение расплавляющегося электрода в облаке газов;
- УП — соединение в среде окиси углерода посредством расплавляющегося электрода.
В целом, расшифровывать и читать обозначение сварных швов в документации почти тоже самое, что учиться читать по Азбуке или Букварю. Требуется запомнить регламентирующие документы (ГОСТ) и грамотно расшифровывать обозначения, приведенные на чертежах.
Условные обозначения на чертеже
Как на чертежах обозначается сварка, так и в обязательном порядке должны быть показаны и дополнительные вспомогательные отметки (знаки).
С их помощью профессионалы, составляющие схемы сварки могут:
- Указать с помощью знаков, что необходимо осуществить плавный переход к основной поверхности. Реализовать это можно исправив неровности с помощью ручной или механической обработки;
- Выделить тот момент, что при сваривании элементов линия обязательно должна остаться не замкнутой
- Показать, что необходимо выполнить шов таким образом, чтобы он был цепным;
- Акцентировать внимание на том что контур стыковочного шва должен быть замкнут
- Показать, что соединительный стык нужно делать в шахматном порядке
Важно знать, что все дополнительные знаки регламентированы в ГОСТе и именно они уточняют что дополнительно необходимо будет сделать на стыке сварки.


Условное изображение сварных швов на чертежах согласно ГОСТ 2.312-72 «Условные изображения и обозначения швов сварных соединений»
В соответствии со стандартом ГОСТ 2.312-72 для условного изображения сварного шва независимо от способа сварки используется два типа линий: сплошная, если шов видимый или штриховая, если шов невидимый.

На линию шва указывает односторонняя стрелка.
Стрелка может выполняться с полкой для размещения условного обозначения шва и при необходимости вспомогательных знаков. Условное обозначение размещают над полкой, если стрелка указывает на лицевую сторону сварного шва (т.е. если он видимый), или под полкой, когда шов расположен с обратной стороны (т.е. если шов невидим). При этом, за лицевую сторону одностороннего шва сварного соединения принимают сторону, с которой производят сварку. За лицевую сторону двухстороннего шва сварного соединения с несимметрично подготовленными кромками принимают сторону, с которой производят сварку основного шва. За лицевую сторону двухстороннего шва сварного соединения с симметрично подготовленными кромками может быть принята любая сторона.
Вспомогательные знаки.
| Шов выполнить при монтаже изделия (монтажный шов). |  |
||
| Шов по замкнутой линии. |  |
||
| Шов по незамкнутой линии. |  |
 |
|
| Шов прерывистый с цепным расположением. |  |
 |
|
| Шов прерывистый с шахматным расположением. |  |
 |
|
| Снять выпуклость шва. |  |
 |
|
| Наплывы и неровности шва обработать с плавным переходом к основному металлу. |  |
 |
|
На приведенной ниже схеме показана структура условного обозначения стандартного сварного шва.

Буквенно–цифровое обозначение шва по соответствующему стандарту представляет собой комбинацию состоящую из буквы определяющей тип сварного соединение и цифры указывающей вид соединения и шва, а также форму разделки кромок. Например: С1, Т4, Н3.
Для обозначения сварных соединений используются следующие буквы:
- С – стыковое;
- У – угловое;
- Т – тавровое;
- Н – нахлесточное;
- О – особые типы, если форма шва не предусмотрена ГОСТом.
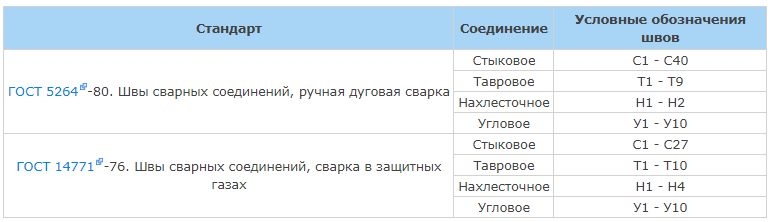
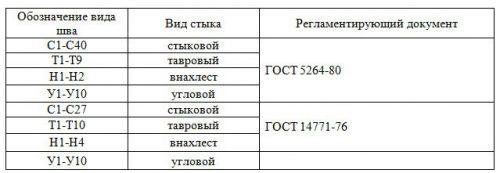
Условные обозначения швов для некоторых способов сварки представлены в таблице:
| ГОСТ 5264-80. Швы сварных соединений, ручная дуговая сварка | Стыковое | С1 — С40 |
| Тавровое | Т1 — Т9 | |
| Нахлесточное | Н1 — Н2 | |
| Угловое | У1 — У10 | |
| ГОСТ 14771-76. Швы сварных соединений, сварка в защитных газах | Стыковое | С1 — С27 |
| Тавровое | Т1 — Т10 | |
| Нахлесточное | Н1 — Н4 | |
| Угловое | У1 — У10 |
Обозначения способа сварки (А, Г, УП и другие) указывается в стандарте, по которому выполняется указанный на чертеже процесс сварки.
Условные обозначения некоторых способов сварки представлены ниже, например:
- А – автоматическая сварка под флюсом без применения подкладок и подушек и подварочного шва;
- Аф – автоматическая сварка под флюсом на флюсовой подушке;
- ИН – сварка в инертных газах вольфрамовым электродом без присадочного металла;
- ИНп – сварка в инертных газах вольфрамовым электродом, но с присадочным металлом;
- ИП – сварка в инертных газах плавящимся электродом;
- УП – сварка в углекислом газе плавящимся электродом.
Примеры обозначения сварных швов.
Пример 1.
 |
 |
 |
| Форма поперечного сечения шва | а) стрелка указывает на лицевую сторону шва |
б) стрелка указывает на обратную сторону шва |
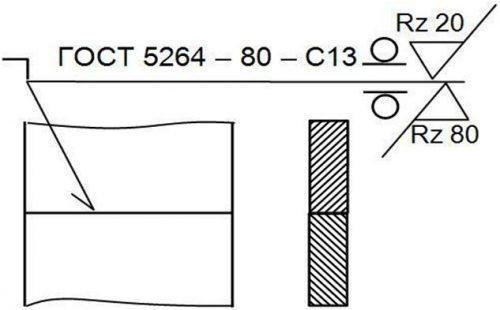
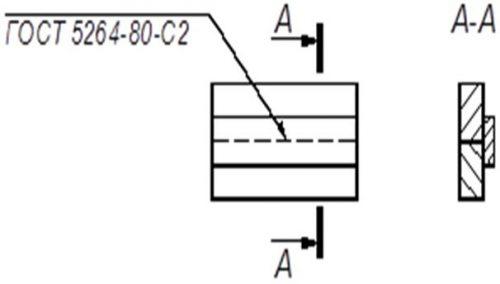
Шов стыкового соединения с криволинейным скосом одной кромки, двусторонний выполняемый дуговой ручной сваркой (С13 по ГОСТ 5264 — 80) при монтаже изделия (
). Усиление снято с обеих сторон (
). Параметр шероховатости поверхности шва: с лицевой стороны – Rz 20 мкм; с оборотной стороны — Rz 80 мкм.
Пример 2.
 |
 |
 |
| Форма поперечного сечения шва | а) стрелка указывает на лицевую сторону шва |
б) стрелка указывает на обратную сторону шва |
Шов углового соединения без скоса кромок, двусторонний (У2 по ГОСТ 11533–75) выполняемый автоматической дуговой сваркой под флюсом (А по ГОСТ 11533–75) по замкнутой линии.
Правила нанесения знаков и специфика их расшифровки
Согласно ЕСКД, артикул записывается по блокам – он состоит из 9 квадратов, каждый из которых дает определенную информацию:
- пиктограмма, показывающая контур и определяющая условия монтажа;
- код актуального ГОСТа;
- тип соединения (тавровое, цепное или другое);
- способ исполнения (в углекислом газе, в инертном, иной);
- размеры катета или остальных конструктивных элементов;
- длина непрерывного участка;
- дополнительные характеристики (допустим, порядок или расположение);
- длина шага и прочие вспомогательные показатели, связанные с особенностями обработки;
- параметры чистоты.
Нестандартные случаи
Как обозначается сварочный шов на чертеже, если его габариты не укладываются в рамки ГОСТов? В такой ситуации в конструкторскую документацию следует вписать размеры всех его элементов. 
Тогда исполнитель, в процессе непосредственного решения задачи, сможет добиться нужного качества результата даже с учетом действия остаточных напряжений. Последние появляются из-за деформации укорочения (которая возникает из-за неравномерного нагрева поверхностей) и распределяются в зависимости от выбранного режима, геометрии и других факторов. Толщину заготовок тоже нельзя сбрасывать со счетов, ведь она способна спровоцировать плоские или объемные напряжения.
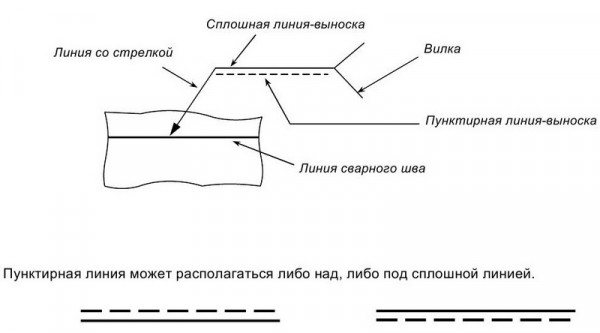
Расположение символов
Буквы, цифры и пиктограммы лишь часть маркировки. Кроме них, используются и такие условные обозначения сварки на чертеже, как:
- стрелки-направляющие;
- двойные выноски, представляющие собой 2 параллельные линии (сплошная + пунктирная, и каждая из них может быть размещена выше другой – по ситуации);
- вилка, за которой и располагаются важные к прочтению подробности.
Когда разделка несимметричная, артикул направляется на сторону обработанного торца, если же сняты обе кромки, он может находиться как на лицевой поверхности, так и на изнаночной.
Дополнительные данные
Это характерные особенности стыка, записанные в виде пиктограмм:
- круговое соединение – кружок;
- монтажное – флажок.
Зачастую конструктору необходимо решить, как обозначить (показать) сварной шов на чертеже в соответствии с ISO. Самый правильный способ – вписывать (в зависимости от стандарта):
- код технологии – согласно 4063;
- требования к уровню качества – по 10042 и 5817;
- используемый материал – по 544, 2560 и 3581;
- положение стыка – при 6947.
Эта информация размещается за вилкой.
Создание чертежей с помощью САПР
Сегодня их делают не вручную, а в специализированных программах, экономящих время и силы разработчиков. ПО вроде Kompas, SolidWorks или AutoCAD, быстро и точно моделирует даже сложные изделия, не допускает помарок, проводит расшифровку маркеров. В компьютерной среде также не составит труда провести виртуальную сборку изделия и расчет будущих нагрузок. При этом САПР соответствуют всем актуальным ГОСТам, регламентам, нормативам. Поэтому обучиться работать с ними – долг каждого конструктора. С другой стороны, специалисту необходимо уметь самостоятельно рисовать схемы и помнить, как на чертеже обозначается сварное соединение того или иного типа – чтобы не зависеть от компьютера.
Требования к маркировке
Они унифицированы и подразумевают, что отраженная информация будет полезной и наглядной, а для этого должны выполняться следующие условия:
- данное техническое описание объединяет отдельные элементы в какое-то определенное изделие;
- таблица содержит всю информацию, нужную для проведения работ;
- стык создается строго по установленной правилами технологии.
Их соблюдение – залог безошибочного составления документации, а значит важный шаг к качественному и оперативному завершению задачи, то есть к получению достаточно надежного объекта, способного выдерживать запланированные нагрузки и эксплуатироваться необходимое время. И раз конечный исполнитель должен понимать, как обозначаются сварные швы на чертежах, он также обязан знать эти требования и принципы, по которым они составлены, а также, напомним, уметь с ходу читать предоставленные ему схемы. Поэтому его долг – изучение ГОСТов и практик, актуальных для его предприятия или даже сферы в целом. Идеальный вариант – когда между конструктором и специалистом, непосредственно соединяющим детали, есть прямой контакт, тогда они могут быстро обсудить и согласовать любой непонятный момент. Но так происходит лишь в единичных случаях, а потому все должны действовать строго в рамках продуманных регламентов и норм, страхуя себя от ошибок. Выше мы подробно рассмотрели обозначение соединений на планах, примеры обозначения тоже привели. Надеемся, что теперь вам будет проще читать артикулы и понимать, что за ними скрывается.
Примеры обозначения швов
Скорость чтения чертежей существенно возрастает после обучения на образцах приводимых сварных соединений.
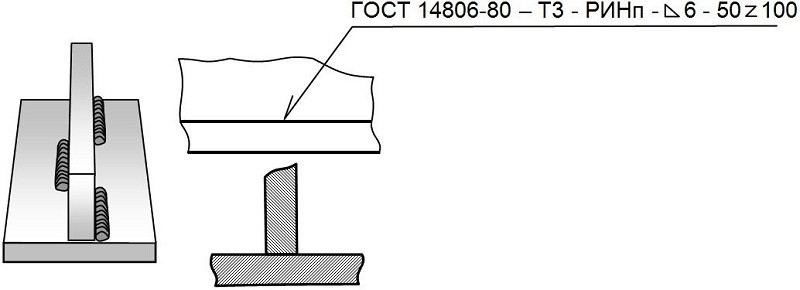
Шов таврового соединения
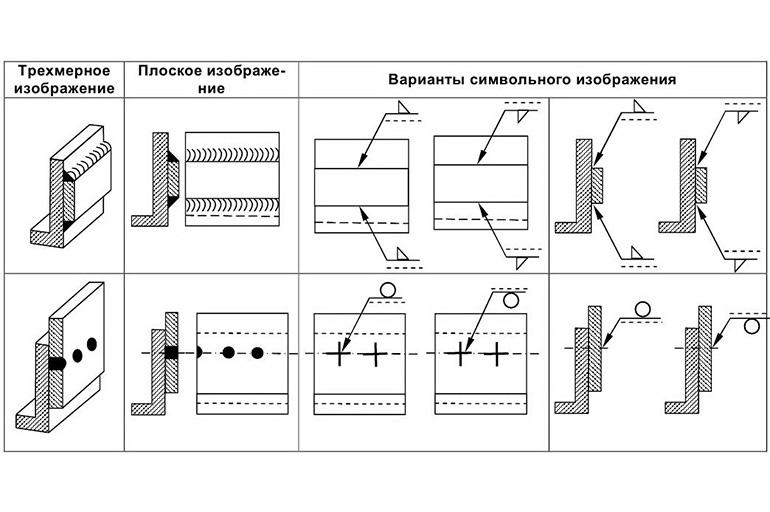
Иллюстрация описания таврового соединения, имеющего 2 стороны шва. Скос кромок отсутствует. Используется аппарат для ручной дуговой сварки с применением неоплавляемого электрода с присадками в атмосфере газа (РИНп согласно стандарту 14806-80). Создается прерывистое соединение с шахматным размещением свариваемых участков (Т3 по требованию государственного стандарта 14806-80). Длина сварки – 50 мм, величина катета – 6 мм (Δ6 ), шаг – 100 мм (Z). На чертеже символами Тш и Тпр обозначены длина свариваемого участка и величина шага.
Сварной шов внахлест
На фрагменте чертежа показано правильное обозначение сварки по ГОСТ. Соединение выполнено внахлест с отсутствующими скосами кромок. Односторонний стык (Н1) варится соответственно требованиям ГОСТ 14806-80 с использованием полуавтомата. Соединение деталей производится дуговой сваркой с плавящейся проволокой в атмосфере углекислого газа (ПИП по ГОСТ). Размер катета полученного стыка не должен превышать 5 мм (Δ5). Контур сварного стыка образует замкнутую фигуру (круг).
- https://svarkaved.ru/tekhnologii/shvy-i-soedineniya/kak-na-chertezhah-izobrazhayut-svarnye-shvy
- https://mrmetall.ru/kak-oboznachaetsja-na-chertezhah-svarnyh-shvov-uslovnoe-oboznachenie-svarki/
- https://www.rocta.ru/info/oboznachenie-svarnogo-shva-na-chertezhe/
- https://osvarka.com/shvy-i-soedineniya/oboznachenie-svarnykh-shvov-na-chertezhakh
- https://svarkaed.ru/svarka/shvy-i-soedineniya/chitaem-oboznacheniya-svarnyh-shvov-na-chertezhah.html
- https://WikiMetall.ru/metalloobrabotka/oboznachenie-svarochnyih-shvov-na-chertezhah.html
- https://weldering.com/oboznachenie-svarnyh-shvov


")


