Содержание

В гидромеханических системах, устройствах и узлах чаще всего используются детали, которые работают на трение, сдавливание, скрутку. Именно поэтому основное требование к ним – достаточная твердость их поверхности. Для получения необходимых характеристик детали, поверхность закаляется током высокой частоты (ТВЧ).
В процессе применения закалка ТВЧ показала себя как экономный и высокоэффективный способ термической обработки поверхности металлических деталей, который придает дополнительную износостойкость и высокое качество обработанным элементам.
Описание метода закалки ТВЧ
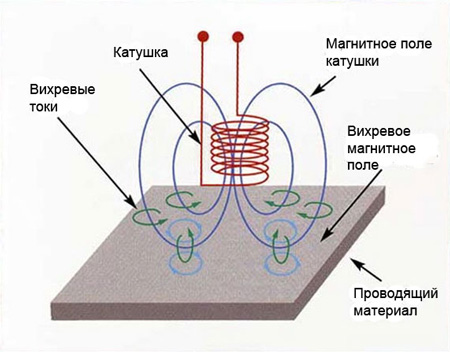
Нагрев токами ВЧ основан на явлении, при котором вследствие прохождения переменного высокочастотного тока по индуктору (спиральный элемент, выполненный из медных трубок) вокруг него формируется магнитное поле, создающее в металлической детали вихревые токи, которые и вызывают нагрев закаливаемого изделия. Находясь исключительно на поверхности детали, они позволяют нагреть ее на определенную регулируемую глубину.
Закалка ТВЧ металлических поверхностей имеет отличие от стандартной полной закалки, которое заключается в повышенной температуре нагрева. Это объясняется двумя факторами. Первый из них – при высокой скорости нагрева (когда перлит переходит в аустенит) уровень температуры критических точек повышается. А второй – чем быстрее проходит переход температур, тем быстрее совершается превращение металлической поверхности, ведь оно должно произойти за минимальное время.
Стоит сказать, несмотря на то, что при использовании высокочастотной закалки вызывается нагрев больше обычного, перегрева металла не случается. Такое явление объясняется тем, что зерно в стальной детали не успевает увеличиться, благодаря минимальному времени высокочастотного нагрева. К тому же, из-за того, что уровень нагрева выше и охлаждение интенсивнее, твердость заготовки после ее закалки ТВЧ вырастает приблизительно на 2-3 HRC. А это гарантирует высочайшую прочность и надежность поверхности детали.
Вместе с тем, есть дополнительный немаловажный фактор, который обеспечивает повышение износостойкости деталей при эксплуатации. Благодаря созданию мартенситной структуры, на верхней части детали образовываются сжимающие напряжения. Действие таких напряжений проявляется в высшей мере при небольшой глубине закаленного слоя.
Применяемые для закалки ТВЧ установки, материалы и вспомогательные средства
Полностью автоматический комплекс высокочастотной закалки включает в себя закалочный станок и ТВЧ установки (крепежные системы механического типа, узлы поворота детали вокруг своей оси, движения индуктора по направлению заготовки, насосов, подающих и откачивающих жидкость или газ для охлаждения, электромагнитных клапанов переключения рабочих жидкостей или газов (вода/эмульсия/газ)).
ТВЧ станок позволяет перемещать индуктор по всей высоте заготовки, а также вращать заготовку на разных уровнях скорости, регулировать выходной ток на индукторе, а это дает возможность выбрать правильный режим процесса закалки и получить равномерно твердую поверхность заготовки.
Принципиальная схема индукционной установки ТВЧ для самостоятельной сборки была приведена в предыдущей статье.

Индукционную высокочастотную закалку можно охарактеризовать двумя основными параметрами: степенью твердости и глубиной закалки поверхности. Технические параметры выпускаемых на производстве индукционных установок определяются мощностью и частотой работы. Для создания закаленного слоя применяют индукционные нагревающие устройства мощностью 40-300 кВА при показателях частоты в 20-40 килогерц либо 40-70 килогерц. Если необходимо провести закалку слоев, которые находятся глубже, стоит применять показатели частот от 6 до 20 килогерц.
Диапазон частот выбирается, исходя из номенклатуры марок стали, а также уровня глубины закаленной поверхности изделия. Существует огромный ассортимент комплектаций индукционных установок, что помогает выбрать рациональный вариант для конкретного технологического процесса.
Технические параметры автоматических станков для закалки определяются габаритными размерами используемых деталей для закалки по высоте (от 50 до 250 сантиметров), по диаметру (от 1 до 50 сантиметров) и массе (до 0,5 т, до 1т, до 2т). Комплексы для закалки, высота которых составляет 1500 мм и больше, оснащены электронно-механической системой зажима детали с определенным усилием.
Высокочастотная закалка деталей осуществляется в двух режимах. В первом каждое устройство индивидуально подключается оператором, а во втором – происходит без его вмешательств. В качестве среды закалки обычно выбирают воду, инертные газы или полимерные составы, обладающие свойствами по теплопроводности, близкими к маслу. Среда закалки выбирается в зависимости от требуемых параметров готового изделия.
Технология закалки ТВЧ
Для деталей или поверхностей плоской формы маленького диаметра используется высокочастотная закалка стационарного типа. Для успешной работы расположение нагревателя и детали не меняется.
При применении непрерывно-последовательной ТВЧ закалки, которая чаще всего используется при обработке плоских или цилиндрообразных деталей и поверхностей, одна из составляющих системы должна перемещаться. В таком случае либо нагревающее устройство перемещается по направлению к детали, либо деталь движется под нагревающим аппаратом.
Для нагрева исключительно цилиндрообразных деталей небольшого размера, прокручивающихся единожды, применяют непрерывно-последовательную высокочастотную закалку тангенциального типа.
Структура металла зубца шестерни, после закалки ТВЧ методом
После совершения высокочастотна нагрева изделия совершают его низкий отпуск при температуре 160—200°С. Это позволяет увеличить износостойкость поверхности изделия. Отпуски совершаются в электропечах. Еще один вариант – совершение самоотпуска. Для этого необходимо чуть раньше отключить устройство, подающее воду, что способствует неполному охлаждению. Деталь сохраняет высокую температуру, которая нагревает закаленный слой до температуры низкого отпуска.
После совершения закалки также применяется электроотпуск, при котором нагрев осуществляется при помощи ВЧ установки. Для достижения желаемого результата нагрев производится с более низкой скоростью и более глубоко, чем при поверхностной закалке. Необходимый режим нагрева можно определить методом подбора.
Для улучшения механических параметров сердцевины и общего показателя износостойкости заготовки нужно провести нормализацию и объемную закалку с высоким отпуском непосредственно перед поверхностной закалкой ТВЧ.
Сферы применения закалки ТВЧ
Закалка ТВЧ используется в ряде технологических процессов изготовления следующих деталей:
- валов, осей и пальцев;
- шестеренок, зубчатых колес и венцов;
- зубьев или впадин;
- щелей и внутренних частей деталей;
- крановых колес и шкивов.
Наиболее часто высокочастотную закалку применяют для деталей, которые состоят из углеродистой стали, содержащей полпроцента углерода. Подобные изделия приобретают высокую твердость после закалки. Если наличие углерода меньше вышеуказанного, подобная твердость уже недостижима, а при большем проценте скорее всего возникнут трещины при охлаждении водяным душем.
В большинстве ситуаций закалка токами высокой частоты позволяет заменить стали, прошедшие легирование, более недорогими – углеродистыми. Это можно пояснить тем, что такие достоинства сталей с легирующими добавками, как глубокая прокаливаемость и меньшее искажение поверхностного слоя, для некоторых изделий теряют значение. При высокочастотной закалке металл становится более прочным, а его износостойкость возрастает. Точно так же, как углеродистые используются хромистые, хромоникелевые, хромокремнистые и многие другие виды сталей с низким процентом легирующих добавок.
Преимущества и недостатки метода
Преимущества закалки токами ВЧ:
- полностью автоматический процесс;
- работа с изделиями любых форм;
- отсутствие нагара;
- минимальная деформация;
- вариативность уровня глубины закаленной поверхности;
- индивидуально определяемые параметры закаленного слоя.
Среди недостатков можно выделить:
- потребность в создании специального индуктора для разных форм деталей;
- трудности в накладке уровней нагрева и охлаждения;
- высокая стоимость оборудования.
Возможность использования закалки токами ВЧ в индивидуальном производстве маловероятна, но в массовом потоке, например, при изготовлении коленчатых валов, шестеренок, втулок, шпинделей, валов холодной прокатки и др., закалка поверхностей ТВЧ приобретает все более широкое применение.





